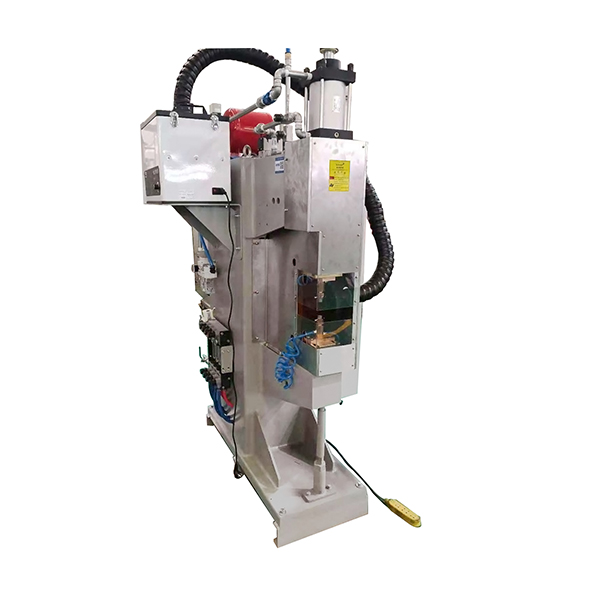
Working principle and procedure of top hot melt welding machine
The hot press welding of the copper nose of the motor stator is a hot press technology that transfers the resistance heat generated by the electrode to the terminal, uses the resistance heat energy to ensure stripping the coating of the conductor, and then uses the current to generate heat to fuse the metal wire and the clamping force of the terminal to ensure the bonding strength. As welding support, top - enameled wire hot-melt welding machine needs to use copper terminals or copper pipes. The hot-melt welding process includes two operations that need to occur at the same time: 1. Heating the copper terminal or copper tube through the current between the electrodes and leading to the gasification of the paint skin of the enameled wire; 2. The pressure of the electrode acting on the bracket compresses it into a whole, with high motor performance.
Specific steps:
1. Electric current heating can vaporize the paint skin of electromagnetic wire (enameled wire) to expose the metal part;
2. After further heating and coating gasification, conditions are provided for connecting copper wire and copper wire;
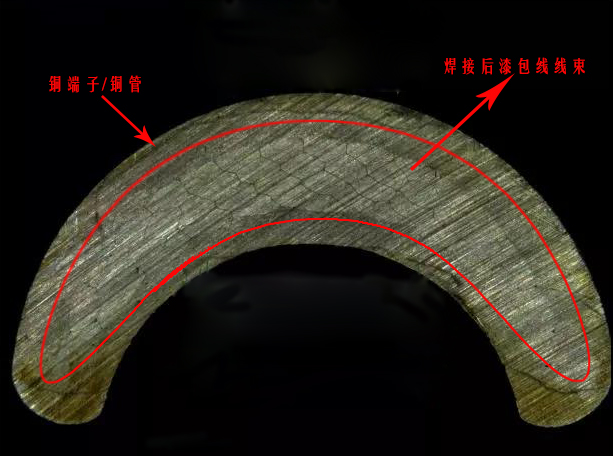
3. Finally, with further heating and pressure, the cleaned copper wires transmit heat to each other. Make the copper wire hot melt together, and connect the copper wire and the terminal together.
4. After the power is turned on and off, the pressure needs to be maintained to avoid loosening the copper wire connection.
5. The connection formed by this welding method is strong and durable, and almost "zero resistance" connection.
Advantages of top hot melt welding machine
1. No need to remove the paint, solder or electrode in advance;
2. Each enameled wire is 100% conductive, and the difference of resistance value of three-phase wire is small, generally within 0.5%;
2. The copper wire can be seen clearly and there is almost no gap in the cross section;
3. Enameled wire can't be pulled out, but can only be pulled off. When a single wire is pulled off, the relative tension is relatively large;;
4. The deformation of copper terminal or copper tube is the same, and the thickness imbalance of copper terminal is within 0.1mm after welding;
5. The operator only needs to carry out very simple training, and the operator only needs to start the machine and select parameters;
6. Fast production efficiency, only a few seconds to 20 seconds at a time can be completed;
 English
English Chinese
Chinese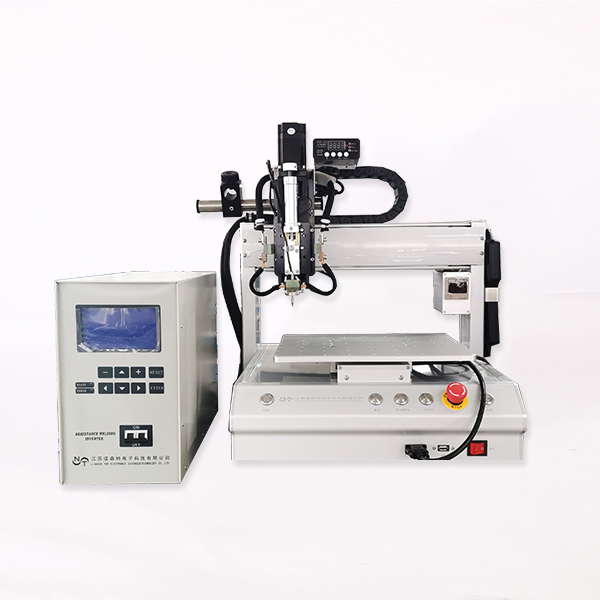






 Taobao1
Taobao1 Taobao2
Taobao2 Alibaba Wuxi
Alibaba Wuxi Shenzhen Alibaba
Shenzhen Alibaba